Material
Contemporary, computer-controlled production processes mix and form the raw materials. According to a patented process, the raw materials are combined using compression, vacuum and vibration to shorten the process of the stone formation to only a few minutes. Raw material recovery systems optimize this process in an ecological sense.
In combination with fine and/or coarse quartz grains, with interspersions of noble materials like, mother-of-pearl, mirror fracture and natural stone fragments, both basics and unconventional effects in stone are created.
Sophisticated stone panels are produced on high-performance grinding machines, equipped with diamond headed tools, with polished, grinding, fine-grained and textured-brushed surfaces.
STONE.De stands for the most modern composite quartz engineered stone. Based on selected high-quality raw materials, such as palatinate quartzite, hard stone granulate from granite quarries all over the world. This high-tech product of the highest quality is produced with the addition of inorganic colour pigments, making it a stone, mechanically extremely resilient, chemically highly resistant and slip-resistant from the production line.
The otherwise discreetly natural, but also vigorous colour spectra are expanded incorporating natural mother-of-pearl, and precious glas. More than 60 standard colours in numerous surfaces, from glossy to matt, from fine-stippled to structured, as well as the realization of customer-specific specifications, set creative design accents.
Computer-controlled production processes combine the raw materials. High pressure, an artificially created vacuum, vibration and heat shorten the process of the stone becoming a few minutes. Raw material recovery systems optimize this process in an ecological sense. Thus, panels in thicknesses from 1.0 to 3.0 cm in formats of up to 307 x 144 cm are made, ideal for stone applications of all kinds. Using our proven adhesive technology, edge profiles of up to 10.0 cm can be realized.
The processing of the raw stone panels takes place with computer- and robot-supported production machines. In the first step, the panels are calibrated. The high dimensional accuracy and, depending on the specification, large to very low material thicknesses open up a wide range of application possibilities. The applications range from the solid step, window sill or worktop, the thin stone application of access floor panels to systems for commercial and private interior design as well as the shipbuilding industry.
The next step involves the desired surface finish, made with specially developed diamond studded tools, grinding and polishing segments. There are hardly any limits to creativity: high-gloss polishes, silky-smooth sections, textured and impregnated optics support design concepts as well as the requirements of current European slip safety standards.
The formatting of the surface-treated stone panels follows in the next production step: A slitting and cut-to-length machine equipped with several, variably traversing, saw support systems cuts the required pieces to 1/10th of a millimetre precise. Small and large format standard tiles or even rectangular workpieces of varying dimensions can be made according to individual specifications.
CNC-supported machining centres allow for virtually limitless two- and three-dimensional stone processing: Radial floor and stair panels, borders, inlays, logos, pedestals, free-flow counters, kitchen worktops with and without drains, wash-basins and counter covers are produced to specification and technically finished.
Whether used as a high-quality floor covering, kitchen or other type of work top, covering for sale counters, reception or bar counter, OBJECT STONE can be excellently integrated into a modern or classical setting and lends the room a permanent high-quality and noble character: airports, railway stations, shopping centres, exhibitions and showrooms, retail shops, POS-retail, banks, administration offices, insurances, hotels, wellness, gastronomy, clinics, sanatoriums, kitchens, toilets and baths, all profit by the creativity and the exceptional technical properties of the material.
We gladly provide advice and consultation.
Contact us or speak to one of our sales representatives.
The OBJECT STONE team looks forward to hearing from you!
Formats
Tile standard formats
OBJECT STONE tiles are available in seven standard formats. The edges of the tiles are easily chamfered. The standard formats can be combined in many ways. The thickness is 1.0 cm. They are suitable for double floor application in thickness 1.0 cm. The required dimensional tolerances are met.
OBJECT STONE tiles are also available in large formats up to 120 x 120 cm with chamfered edges. They require increased effort by installation.
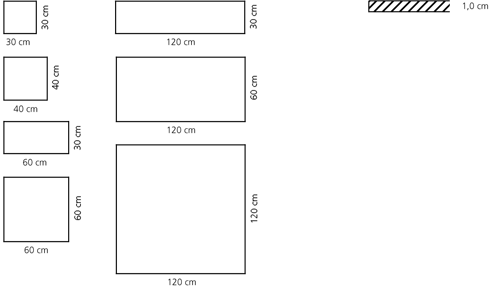
Skirting
The wall skirting length generally corresponds to the dimensions of the floor tiles used. The skirting elements have a machined upper visible edge, which is chamfered.

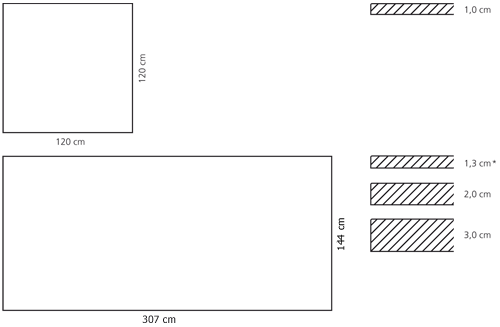
Slabs – special formats
OBJECT STONE slabs of the raw format of the tile dimension 125 x 125 x 1.0 cm form the basis for the standard formats as well as for the division into special formats. In addition to the rectangular cuts even radially extending cuts are also possible.
The large slabs of the format 307 x 144 x 1.3 cm / 2.0 cm / 3.0 cm thickness’s are used for the production of steps and risers as well as platform panels with a thickness of 3.0 cm and 2.0 cm. Likewise, wall-high wall coverings, covers and worktops can be produced.
Quartz stone floor and wall
Surface – Anti-slip – Maintenance
The OBJECT STONE range offers quartz stone in various surface finishes, which apart from their usage characteristics differ in appearance, soiling behavior and degree of slip resistance.
Polished and matt honed surfaces are highly compacted and therefore easy to clean and appear as a rule evenly and uniformly in directional light.
These surfaces do not require any further treatments in the form of initial treatment and or impregnation after installation.
Fine honed, textured and sand-blasted surfaces of generation 2.0 do not require further treatment in the form of an impregnation.
| Surface type |
Optic |
Slip resistance
DIN 51130 (4)
BGR/GUV-R181 |
Slip resistance
DIN 51131
BGI/GUV-I8687 |
Treatment |
| polished |
gloss |
- |
- |
Not required |
| matt honed |
Silky matt |
R9 |
µ=0,46/mn=0,41 |
Not required |
| Fine hammered 2.0 |
matt fine grain |
R9 |
µ=0,51/mn=0,47 |
Not required |
| Structured, brushed or sandblasted 2.0 |
matt coarse |
R10 |
µ=0,61/mn=0,42 |
Not required |
Preventive measures
Clean running zones in the entrance area contribute significantly to the preservation of the stone floor. This area should be sufficiently dimensioned so that the OBJECT STONE flooring is not scratched by the entry of sand particles and the wet soiling is limited by increased risk of skidding, especially during the winter months. During the construction phase, the floor has to be protected against mechanical and chemical overloading by suitable covers.
Building cleaning/First cleaning
The cleaning of the building waste is carried out in the form of a dry cleaning to remove debris, loose dirt, residue on the floor, etc. by sweeping or vacuuming.
Basic Cleaning/Intensive Interim Cleaning
A basic cleaning is to be carried out at least 48 hours after the laying and complete drying of the joint compound. A possibly pronounced cement veil formation should be eliminated already during the "grouting after washing". Building dust, dirt crusts and light cement veils are removed with the addition of a slightly alkaline basic cleaning agent, diluted in accordance with the manufacturer's instructions, into the wiping water in a two-stage wet wiping process. After an exposure and treatment time of 10-15 minutes, the dissolved dirt liquor is absorbed by suction or mop or the coating is repeatedly washed with clear water so that no residues of cleaners or dirt are present on the coating. When using single-disc machines, red micro-fibre pads or brushes should be used. As soon as layer-building residues can no longer be removed by maintenance cleaning, intensive, manual or machine interim cleaning should be carried out. The choice of detergents depends on the degree of soiling and the nature of the residues.
First Treatment/ Impregnation
Polished and matt ground surfaces are easy to clean. These surfaces do not require further treatment in the form of initial treatment.
Fine honed, textured and sand-blasted surfaces of generation 2.0 do not require further treatment in the form of a first treatment in the form of the impregnation.
Precautions/ Impregnation
If other agents are used, the suitability of the cleaning products must be checked before starting cleaning. The respective manufacturer instructions must be observed.
No acidic and staining agents such as hydrochloric acid, sulfuric acid caustic soda, fat-dissolving agents, or alkaline products with a pH value above 10 or chlorine-based agents may be used.
The content of this cleaning recommendation is based on our many years of experience and takes into account the current state of the cleaning technology provided that it was known to us at the time of publication. However, no liability is accepted for the completeness, correctness and applicability of this information in individual cases. The instructions of the cleaning and care agent manufacturers must be observed.
Installation
OBJECT STONE floor tiles are suitable for practically every installation on almost all surfaces if properly installed. The preparation and installation recommendations of the respective adhesive manufacturers have to be taken into account; if necessary, a test installation should be carried out. During all building phases, preventative measures should be taken to ensure that installed floor tiles are suitably covered to protect them, from exposure to mechanical and chemical wear.
Floor tiles from OBJECT STONE are supplied in ready to install condition. The cutting of matching pieces must be done using a suitable wet construction saw. After cutting to size, the tiles must be completely dried before installation in the bed of adhesive.
The use of OBJECT STONE floor tiles is restricted to internal use on moisture free surfaces.
Prior testing of the surface area
The area designated for installation must be checked to ensure suitability before installation. The substrate must meet the requirements set down by the pertinent technical regulations; penetrating moisture from the backside must be avoided.
Residual moisture
Concrete:
The Installation of the engineered quartz stone tiles can begin after 6 months after installation of the concrete slab at the earliest. Existing structural expansion joints are to be identically congruent with the tiles of OBJECT STONE.
Effects of rising moisture on the back side of the stone tiles, even as diffusion processes are to be excluded.
Cement screed:
The installation work of engineered stone tiles can begin in accordance with the acknowledged rules of the trade at the earliest after 28 days and with a maximum residual humidity of ≤ 2 CM-%.
Calcium sulphate screed:
The Installation of the work of engineered stone tiles on unheated screeded floors can begin as soon as the substrate shows humidity content of ≤ 0.5 CM-% in the full cross-section view. By heated floor constructions, maximum residual moisture of£ 0.3 CM-% is to be observed. It must be certain, that long term protection against effects from moisture build-up from the substrate and/or through condensation is given. The surfaces to be installed should be appropriately heated up and heated down before begin of installation work. A Protocol documenting this process of the functional heating is to be completed and to be handed over to the installer before works begin.
Mastic asphalt screed:
The installation of the OBJECT STONE tiles can begin after cooling of the mastic asphalt to room temperature. The composition of the screed must correspond in quality to the requirements set out in DIN 18 560 (April 2004). In particular the screed must show a dull, with sand rubbed off surface. Surfaces which have not been properly prepared through a rubbing off with sand and before the installation of a levelling compound the mastic asphalt screed should be coated with a suitable primer coat based on epoxy resin basis. The fresh primer coat is to be spread with a 0.7 – 1.2mm grain quartz sand. Quartz sand particles which are not bonded are to be removed carefully after the curing of the primer coat. Eventually required applications of levelling compounds using cement-bonded filler materials should be performed using a maximum layer thickness of 5 mm. The application of thicker layers should be performed using low-contraction-hardening, calcium sulphate bonded filler material.
Other:
Upon enquiry
Sub-floor preparation
Eventually existing, adhesion reducing component parts, e. g. binder enrichment, oils, greases, old paints or coatings must be removed completely using a suitable procedure. Existing fissures in the floor have to be closed. The sub-surface is to be primered with a first coat which corresponds with the installation mortar and the screed.
Installation procedure for thin- and middle bed
In order to maintain dimensional stability by the installation of OBJECT STONE floor tiles it should be observed that a highly flexible, quick hardening and quick drying thin bed mortar be used, which has the ability to fully bind the mixing water crystalline within itself and meets the grade C2 according to DIN EN 12004 respectively S1 in accordance with DIN EN 12002. Hereby the use of 2-component adhesive systems, whereby the liquid plastics are added manually is preferred.
To ensure a lasting adhesion and damage-free use as intended traffic loads' are directed onto the surface, the engineered stone tiles in a larger format than 600 x 600 x 10 mm are to be installed in a cavity-free fashion using the buttering- floating procedure.
Joint alignment:
The width of joints is dependent upon the dimension of the floor tiles to be installed: By a side length of < 50 cm the minimum width is 3 mm; by side lengths ³ 50 cm a grout width of minimum 5 mm is required. An installation without joints is not permissible. Material expansion joints must have at least 5 mm minimum width. Outer-edge spacing must have at least 10 mm. The maximum field parameter should not exceed 40 m² within a maximum length of the edges from 8 m.
By mechanical heavily frequented surfaces it is recommended to install grout profiles as edge nosing protection. The grout spacing width is to be determined dependent upon the expected temperature expansion, the engineered stone tile to be installed and the identified wear load criteria.
Particular consideration should be given to partial temperature increases caused by solar radiation exposure near large front windows. A plan should be prepared showing the placement of all expansion joints in the screeded substrate and the joints for the engineered stone surface from which the type and location of the grout can be identified. The plan to be created by the project planner and implemented as an integral component part of the performance specification Corner, connection and movement joints are to be closed with sufficient, neutral cross-netting grout sealant material.
Grouting of the OBJECT STONE tiles
The selection of the grout mortar to be used is dependent on the kind of the demand and the grout width. The grouting of the surface cannot occur before complete hardening and drying of the adhesive mortar. The use of 2-component epoxy resin grout mortars is required for the production of chemical-resistant and extreme wear grouts.
After installation and grouting of the OBJECT STONE floor tiles, eventual rest material left on the surface such as adhesive or grouting mortar should be removed using special cleaning agents only after complete hardening. The specialized retail trade can supply the appropriate product for this purpose.
Prior to use on the floor surface, a cleaning test in an inconspicuous area should be carried out to exclude any irreversible damage being done to the engineered stone tiles.
Installation in thick bed
OBJECT STONE floor tiles can be influenced by alkaline humidity dependent upon the type of product, and can be affected more or less strongly in its form. The chance of dimensional change increases by a lower material thickness or the greater the total dimension of the individual tile element. In order to prevent an uplifting of tiles, caused by the appearance of tension, an increased interlocking adhesion of tiles to the substrate is necessary. Due to the reasons previously mentioned and the relatively high potential of moisture which is found in a thick bed installation, the use of SOBJECT STONE engineered stone tiles is not recommended. If a high build-up is required, we recommend the installation of a surface equalising layer achieved by the use of a compound levelling screed or suitable level compounds. The installation of tiles in a thin bed or middle bed installation procedure, with a suitable adhesion mortar can be carried out on the compensated area, as soon as this material has set appropriately.
Installation of stair treads, with material thickness’ 2.0 and 3.0 cm
OBJECT STONE stair treads are to be laid into a full coverage and stress-free bed of mortar. Use installation mortar with effective crystalline water binding. With use of a suitable adhesion agent and considering a professional installation a sufficient bond will occur, after hardening of the mortar bed, between the mortar bed and subsurface on the one hand and underside of the engineered stone element on the other hand. The stair treads are to be pre-treated with a water blocking coat and after the stipulated setting time, with use of a contact thickener or a suitable thin bed mortar, coated on the reverse side, should be installed in a “fresh in fresh” method. Wall connections should not be filled with mortar to prevent sound transfer or transfer of material tension. Filling of the joints should first be done after complete drying of the mortar bed has been accomplished.
A special specification text for the preparation of the suitable substrates is available for architects and planners for invitations to tender of floor coverings with OBJECT STONE tiles. These are available by OBJECT STONE GmbH, Schützenhof 1, D-36150 Ebersburg, Germany.
This installation recommendation is only a guideline. We cannot accept any liability for correctness nor completeness. By new printing of this recommendation the current form loses its validity.
Worktops surfaces
Cleaning of engineered quartz stone worktops
Surfaces
OBJECT STONE offers product groups with different surface finishes which, in addition to their usage characteristics, are particularly distinguished in appearance and soiling behaviour.
Polished surfaces are highly compacted, water-repellent and require no further surface treatment in the form of impregnation.
Fine honed, structured, brushed and textured sand-blasted surfaces have open-pores and require an impregnation applied before leaving the factory, in a proper way to protect against soil of all kinds. They require a higher maintenance effort.
OBJECT STONE offers cleaning and care products adapted to the respective products.
The following procedure applies to worktops made of quartz stone:
| Surface type |
Appearance |
Impragnation |
| polished |
glossy |
not required |
| fine honed |
matt fine grain |
required,
factory made |
| structured - brushed or sandblasted |
matt, raw |
required,
factory made |
Product Characteristics
The high quality and creative optical appearance of TOP STONE worktops is achieved through the use of industrial components such as polyester resins and colour pigments with consistent product qualities on the one hand, and on the other hand through the use of natural raw materials such as Quartzite, hard feldspar granulates as well as by using effect inserts such as mirror glass chips, mother of pearl, metal etc.
Appearance changes caused by natural reasons that lead to deviations from the original sample such a colour shade variation are not reason for complaint but represent the living, creative and natural character of this stone.
Individual detachments of mirror glass fragments, mother-of-pearl and other fragments up to a diameter of 2 mm are to be tolerated. Structured surfaces show surface irregularity in due to the process, wave up/downs, wrinkles, superficial cracks and depressions in shading colour shades and different intensities. Consider the special requirements on cleaning and maintaining when using fine honed, structured, brushed, or structured sand-blasted surfaces.
Precautionary measures
TOP STONE engineered quartz stone panels are designed exclusively for indoor use. Avoid contact with direct UV radiation or with lamps without UV filters.
Processing attempts after production such as cutting, drilling, grinding can lead to irreparable damage. Coarse scrubbing sponges, steel wool or steel pads must never be used for any purpose whatsoever. Ink, printing ink, text markers, nail polish remover, paint remover, lacquer remover, oven cleaning products, drain cleaner, solvent and bleaching agent, washing benzene must not come into contact with the worktop.
Cleaning agents such as alkaline cleaners with a pH of more than 10, strong acid detergents, scrubby milk, chlorine-containing detergents, baking oven spray and aggressive fat remover must not be used. Aggressive chemicals such as sodium hydroxide, caustic soda, battery acid, hydrofluoric acid must also not be brought into contact with the work surface.
If these agents reach the surface, they should be removed as soon as possible using a neutral detergent and then rinsed several times with clear water.
We recommend the use of suitable cutting pads to prevent the removal of difficult metallurgy marks and to protect your cutting tools.
Cooking pot bottoms with very high temperatures can cause discoloration in the material over a longer period of exposure. Since cracks can also be caused by shock heat input, we recommend the use of suitable pot holders for storing hot pans, pots, baking trays, etc. coming directly from the cooking hob or backing oven.
The worktop should not be used as a step for window cleaning or replacement of light bulbs, due to the risk of cracking caused by the point load weakness in the sensitive edge areas of the sink and cooking field of the stove.
Cleaning
Cleaning and maintenance of polished surfaces
For daily cleaning of light stains on polished quartz stone worktops, wipe with a damp cloth or the yellow side of a Scotch-Brite pot cleaning sponge. Use neutral cleaners, e. g. cleaner, cleaning agent without care additives, glass cleaner etc. or the cleaning product Lithofin MN EASY-CLEAN, which you get in a set with the delivery of the worktop or, if necessary, order by OBJECT STONE or in specialist stone retail shop. Please follow the instructions given in the enclosed maintenance instructions and observe the manufacturer's instructions regarding application, processing and disposal.
Stubborn stains or strong crusted areas caused by dried food or other substances can be mechanically removed with plastic spatulas.
For intensive cleaning, we recommend the use of the MN BASIC CLEANER contained in the cleaning & care set of Lithofin. Please read the care instructions and instructions supplied by the manufacturer before use.
Special care must be taken in the case of worktops which contain inserts made of natural stone fragments, mother-of-pearl, mirror glass or silicon metal. These engineered quartz stone worktops should only be treated with an acid-free, neutral cleaner or the products contained in the care set.
Cleaning and care of fine honed, textured-brushed and textured sand-blasted surfaces
TOP STONE worktops in the above mentioned surface finishes are factory impregnated for the protection against the effects of oils, greases or colouring substances. The daily cleaning of light stains from impregnated quartz stone worktops in the previously described surface finishes can be done with a neutral cleaner, such as the Lithofin MN EASY-CLEAN, which is included in the care set as with polished surfaces. Especially stubborn stains or encrustations must be mechanically removed using plastic spatulas. If a more intensive cleaning is required, this can be done analogue to worktops with polished surface with the MN BASIC CLEANER from the Lithofin care set.
If a new impregnation is required, it should be carried out by a specialized company.
"Care set for worktops made of engineered quartz composite"
Contains: 500 ml Lithofin MN Easy-Clean (Spray bottle), 250 ml Lithofin MN Basic cleaner, Microfiber cloth, Care instructions
Assembly
Instructions and recommendations for the assembly of worktops
Packaging, transport
The worktops are packed and stored in a professional manner after completion of production, quality control and the preparation of a photo documentation: either on a forklift or pallet truck, transportable one-way wooden A-frames or on multi-way transport frames made of steel. The A-frames and racks must always be stored indoors during eventual inter-transport reloading!
Upon receipt of the goods, the consignment is to be checked for damage, completeness and accuracy of measurements. Special attention should also be given to the cut-outs, type and number of edge processing (comparison with drawing) as well as any obvious defects. Complaints must be reported in writing immediately, but at the latest within 7 working days from dispatch. After the expiry of this period and after any assembly, no complaints of obvious defects can be accepted.
Handling, Breaking resistance
TOP STONE worktops with edge profiles higher than the actual material thickness are reinforced by a high-quality, stable support construction. The risk of breaking through is generally only given if the work piece is not properly handled.
Transport and handling should only be carried out in a vertical (upright) position. Special care must be taken when handling the parts with cut-outs. There is an increased risk of damage by transport in a horizontal position due to the thin areas between cut-outs!
Do not stand on the worktops to clean windows or to replace light bulbs. This creates the risk of a point load, which can lead to the formation of cracks, especially in the sensitive edge areas of the sink and the cooking area.
Precautions
Eventual attempts of own processing such as cutting; drilling or grinding should be avoided and generally only carried out by a specialist company, since this can otherwise lead to irreparable damage. Point loads, as well as inadequate alignment of the support cabinets, regarding uneven horizontal levelling, can lead to cracking.
Please be sure to refer to our information on the worktop surfaces and protrusions.
Particularly in the cut-out areas of the worktops, sufficient, possibly additional supports, must be added to ensure an even load acceptance.
For the installation of under-mount of basins, mounting aids are installed or supplied from the factory. The installation of the basin on the underside of the stone slabs can be done without any problems.
Built-in devices intended for the purpose of heating or cooling must be insulated in such a way that, a drastic exposure of temperature into the stone is avoided!
The room and object lighting must be positioned with a sufficient clearance to the stone surface. The illuminating body and the illuminate must correspond to the state of the art and must be equipped with the specified UV filters.
Assembly
Before assembling the worktops, it is imperative to check the differences for absolute levelness, load bearing capacity and torsional strength. Multiple-part worktops are to be placed on existing or to be constructed supports and to be aligned flush together.
The worktop elements must be installed free of any tension and must never be fixed with screws. Any eventual unevenness in the surface regardless of how slight must be compensated for by flat underlayment parts.
Wall joints of at least 5 mm must be made, which can be covered by splashback strips, or can be sealed with neutral-curing silicones. Butt-joint sealing should also be made with natural stone silicones. Before applying silicone, the worktop surface should be protected with adhesive tape. Do not apply any silicone or adhesive on the surfaces of the worktops! The drying or even curing should be avoided (remove fresh silicone or glue residue immediately by cleaning).
Back wall panels or splashbacks made of quartz stone are to be installed using fast setting cement adhesives or with natural silicones.
If TOPSTONE worktops are combined with other materials such as glass, steel or wood, a flexible fixation of the panel as well as a flexible filling of the joint must be made in order to absorb possible expansion of the different materials.
Please refer to our data regarding the different thermal expansion coefficients. Cut-outs for cooking zones and sinks are produced with corner radius of at least R = 3 mm. A minimum of 3 mm all-round gap for ceramic panels and 1 mm for sinks must be taken into account in order to prevent possible expansion of the devices and dimensional tolerances of the manufacturers.
ATTENTION!
- The workpieces are fragile!
- Worktops may only be transported in an upright (vertically) position.
- Support cabinets must be prepared strictly level.
- The worktops must not be screwed in any way.
- Make sure that the unevenness is balanced by using underlayments over the entire length, glue in place and do not screw it together
- Ensure tension-free resting of the worktop on the support cabinets.
- Do not apply any silicone on the worktop; tape the edges of the worktop accordingly.
- Flush cut-outs (hob or sink) have tolerances in the fold depth, which must be compensated by underlayments.
The content of this information is based on our many years of experience and takes into account the current state of technology as long as it was known to us at the time of publication and does not claim to be complete and correct. New editions replace this version at the time of their release.
Product special features
The high quality and creative optical appearance of the OBJECT STONE composite quarz stone-tiles and slabs are achieved through the use of industrial components such as polyester resins and colour pigments with consistent product qualities on the one hand, and on the other hand through the use of natural raw materials such as Quartzite, hard feldspar granulates, mother of pearl, glass chips and hewn stone fragments. Appearance changes caused by natural reasons that lead to deviations from the original sample are not reason for complaint but represent the living, creative and natural character of this stone.
Examples
Solid colour Products

The feldspar particles contained in the quartz material can become visible after surface treatment as black and/or whitedots, small, formless areas created by clump building during the mixing process and occasionally appears on thesurface.
Products with inlays

Colour differences caused by variations in material quality can occur by products with inlays such as forms of hard rock grit, mother of pearl, silicon and chipped mirror glass particles. Isolated breakouts and/or flaking of up to 2–3 mm in diameter are technically unavoidable and must be tolerated by the customer.
Structured Products
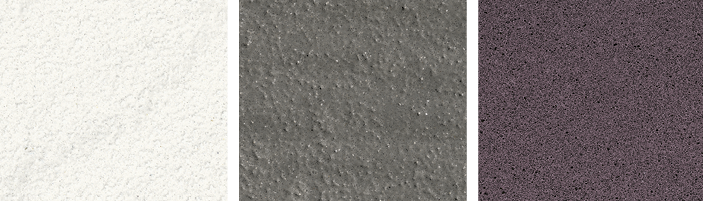
High-tech processing methods produce different surfaces in terms of their intensity, which give the stone its lively appearance and special feel.
Finely bush-hammered surfaces give the stone a matt appearance and promote the anti-slip effect due to their finely rough, homogeneous finish.
Structured - sandblasted (PEC) surfaces are clearly roughened. This characteristic is evenly distributed over the entire surface of the stone and creates a very elegant look.
Structured - shaped surfaces show wavy high / low layers, which are distributed in a variety and very differently over the entire surface of the stone tablet / tile.
All of the surface finishes combine positive hygiene and maintenance properties with remarkable haptics and underline the vital, natural character of this high-quality material.